











The Holburne Museum, Bath

- Lighting Design: Roundlight Ltd
The Holburne Museum in the heart of Bath houses the collection of Sir Thomas William Holburne (1793-1874). It was his wish that his collection be left to the people of the City of Bath for everyone to enjoy. The collection of more than 2000 items includes portrait miniatures, porcelain, embroideries, and portraits by some of the greatest artists of the eighteenth century. The museum also presents world class temporary exhibitions, delivers a year round learning programme and hosts private hires. You may recognise the beautiful Grade I listed building as Lady Danbury’s house in Netflix’s popular Bridgerton series. It is home to over 300 Stoane Lighting MR7, formerly halogen based , track mounted spot lights.
The halogen based lighting was reviewed as part of a wider energy use consultation. The Holburne Museum secured funding from The Wolfson Foundation to retrofit the lights and it was agreed that Stoane Lighting’s ReNew service would be employed to remanufacture the lighting.
ReNew is a Stoane Lighting service set up to refurbish and remanufacture lighting equipment. This can be done at their premises near Edinburgh or as in this example, on location. Whilst the huge majority of equipment remained functional and in use in January of 2023, Stoane Lighting completed an on-site ReNew of all of track spot lights to update the lighting technology and extend the service life of the equipment.
This case study will look at the motivation for this on-site remanufacturing of the lighting equipment, how the remanufacturing work was carried out and will examine the wide benefits of remanufacturing, including the particular on-site benefits.
Why remanufacture lighting equipment?
With a working lighting installation the question should be asked as to why remanufacturing the existing luminaires and moving from halogen to LED made sense, what motivated the decision and what justifications there are to support it.
Energy use and in-use carbon
The museum employed the West of England Low Carbon Challenge Fund to review their energy use for environmental and cost reasons. One of the areas highlighted was the lighting equipment. The original MR7 was capable of being used with MR16 lamps up to 50W each. After conversion, the maximum power consumption is 10W. With 300 track spots, this has the potential for a large energy saving and a route for the museum to manage costs and reduce their lighting in-use related carbon emissions.
Component obsolescence and changing regulation
MR16 halogen lamp technology used in the original MR7 track spot lights has been prohibited on the market since October 2021 and that presents challenges for museums and galleries to maintain their existing lighting equipment. Whilst many museums will have some lamp stock, their supplies will diminish as they lose the options to maintain replacements.
The temptation may be to look at use of LED replacement lamps in the fixtures but despite the energy saving potential there are drawbacks. The lifetime of LED replacement lamps is less than dedicated LED luminaires (or LED conversions/remanufactured equipment), dimming compatibility can prove troublesome and component obsolescence can become a problem. One of the repercussions of the halogen lamp ban has been a drop in demand for 12V transformers. With a drop in demand many transformers are now obsolete. Even if replacement lamps offer a stopgap, what remains in the lighting equipment is a lifetime limiting component that cannot be serviced due to component obsolescence.
Warranty
Stoane Lighting provided a 5 year warranty with the original equipment which had long since expired. True to their 25 year duty of care, they remain able and willing to support the equipment. The remanufacturing work could be carried out on the luminaires and supplied with a new 5 year warranty.
Sustainability: embodied carbon and the circular economy
The Holburne Museum embrace the concept of the circular economy in the decision making on this project. This has avoided an outcome which may have seen the existing equipment enter the waste stream for disassembly and recycling to be replaced with something new. With circular economy principles in mind, the first priority should be to maintain and reuse the equipment. If not possible, as in this case with aging lamp technology, then looking at ways to preserve as much of the equipment as possible and as many of the components as possible comes next. With the remanufacturing approach 70% of the original product, by weight, is maintained. The material extraction, manufacturing and transport associated with manufacturing a luminaire have an associated embodied carbon impact.
The manufacture of the original MR7 was assessed under the CIBSE Technical Memorandum 65 “Embodied carbon in building services: A calculation methodology” mid-level approach and was shown to have an embodied carbon of 34.3 KgCO2e.
The remanufacturing process sees the removal and recycling of some of those components and materials and their replacement with LED components such as an LED driver, new light source and Optical components.
These new components add to the embodied carbon running total associated with lighting the Holburne museum. Using TM65 again the additional embodied carbon per luminaire equates to 11.7 KgCO2e. It’s impossible to say with certainty, given that new luminaires were not purchased, what the additional embodied carbon impact would have been but by comparing remanufacturing associated embodied carbon with a theoretical manufacture of an identical luminaire from scratch we see an embodied carbon saving of 23 KgCO2e. On a project level that’s an embodied carbon saving of 6900 KgCO2e.

Image of prints by Albrecht Dürer on loan from the Schroder Collection. Left: remanufactured MR7 with new LED technology. Right: existing MR7 with MR16 halogen technology. Both are set to 50 lux and both on same white backing and both the same media.
Technical performance
LED and optical control technologies are mature and provide opportunities for high quality colour rendering of exhibits and improvements to the lit effect in the gallery. In some areas of the space the work must be lit sensitively with maximum lux level limits. To achieve the low lux levels required, the previous halogen MR16 lamp approach needed a significant warming of the light on the work. Colour point stability through dimming with the new LED light sources allows the same light level to be used without such significant shifts in the colour of the light.
Light output and beam control options from the original equipment were taken as a baseline specification for the remanufactured luminaire. The remanufactured MR7 needed to have equal or equivalent performance and flexibility.
Results
Through a trial stage the museum were able to assess the lit effect and product quality before making a decision to go ahead with remanufacturing their entire luminaire stock. This process allowed a trial period, feedback and provided confidence that the results would be positive in their exhibition and retail environments.
How do you remanufacture lighting equipment?
From the first contact between the museum and Stoane Lighting a series of stages were followed:
Viability
Having established enthusiasm form all stakeholders to explore the option, an assessment had to be made on whether the equipment could be remanufactured. The robust construction of the equipment along with a product that was originally designed to allow for maintenance allowed a great starting point. Also under consideration were the following;
- Mechanical condition of the equipment
- Design/integration of components required for the conversion i.e. space, availability, performance
- Assessment of the proportion of materials and components that can be preserved
Compliance and the golden sample(s)
There is a process and compliance to follow with remanufacturing of existing lighting equipment, just as there is when manufacturing brand new lighting equipment. Remanufactured equipment must be compliant with the requirements at the time of remanufacturing and equally as safe. In this way remanufacturing should not be treated any differently to the manufacture of new equipment. Sample luminaires allowed conversion components and processes to be developed, assessed and tested in off-site factory controlled conditions. In this way performance, compliance and design safety is prepared in advance.


A trial phase and float
Remanufacture of a small batch for assessment alongside manufacture of a small batch of some identical equipment to help with logistics during the process.
Strategy
There was a choice to be made on whether the remaining MR7 luminaires should be remanufactured off-site at Stoane Lighting premises or on-site in the ReNew mobile workshop. It was agreed that in order to minimise the museum down time the work should happen on-site. In the end the museum only closed completely for 2 days whilst work obscuring a stairway was carried out. For the remainder of the single week, on-site work was carried out by closing only single galleries at a time. A bigger float of fittings might have allowed another option, changing gallery at a time over several months, but this would have caused a longer period of disruption to the museum.

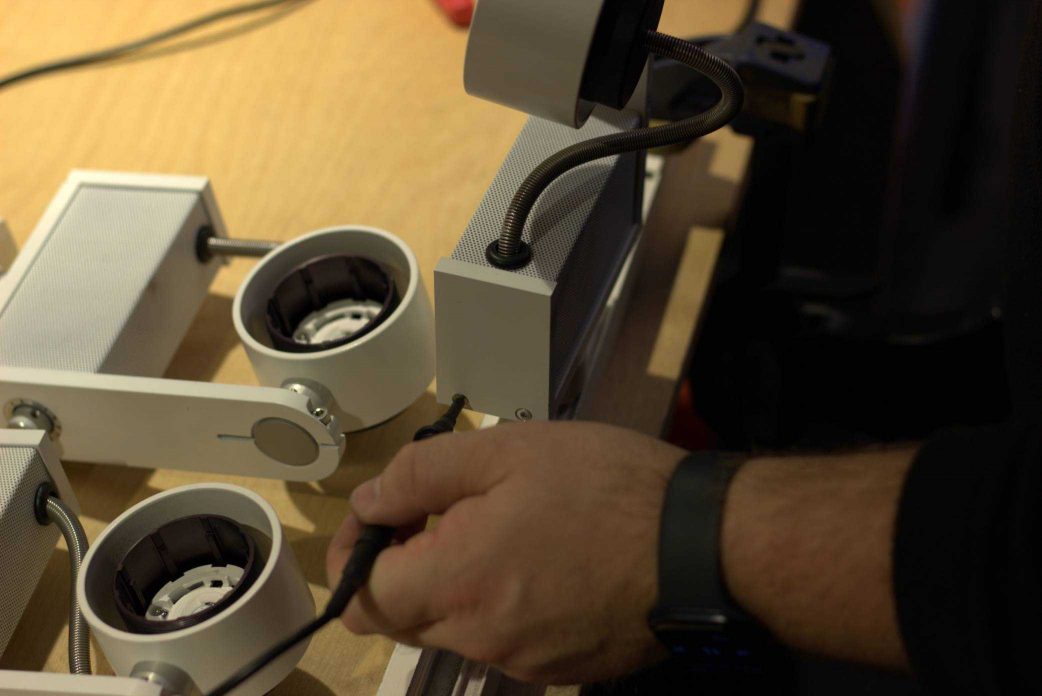
Manufacturing of conversion kits
Over a 6 week period conversion kits were manufactured at Stoane Lighting premises in preparation for a one week window on-site. All assembly work that could be done at this stage reduced on-site time and disruption.
Waste
Components and materials removed will be disposed of responsibly. The small amount of aluminium recovered from the work will be archived for use in the Stoane Lighting forge for manufacture of new lighting equipment.
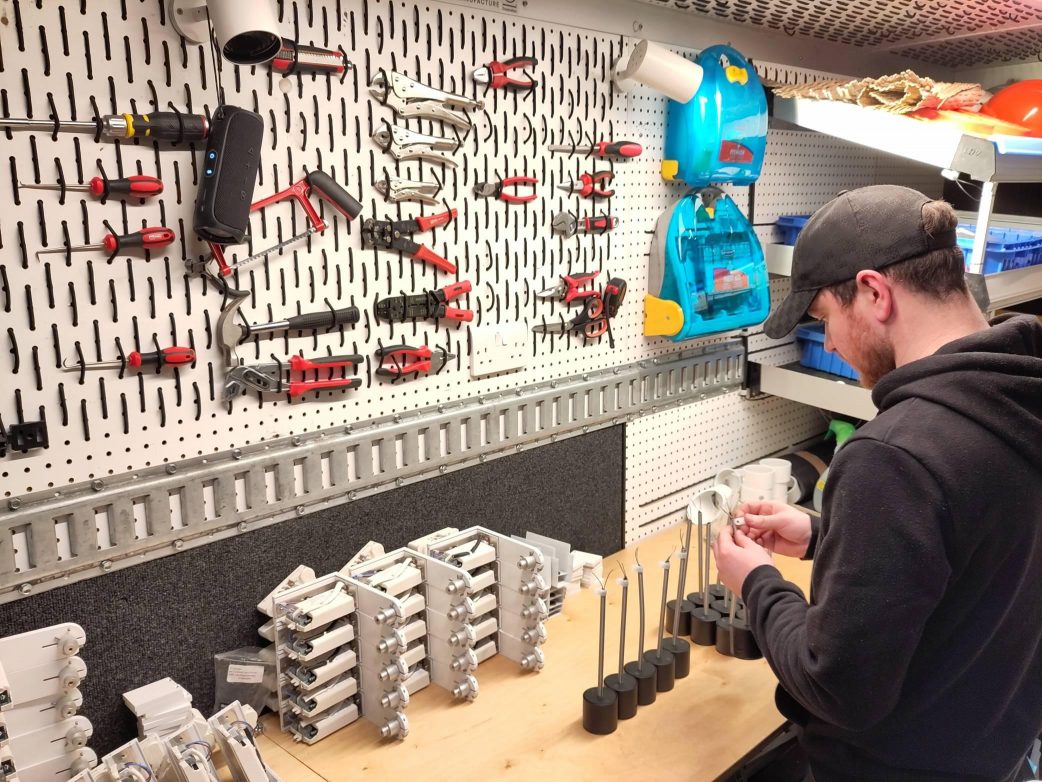
A mobile workshop
The Stoane Lighting mobile workshop was parked up on-site with all tools, test equipment and three Stoane Lighting Production Engineers to carry out 60 conversions each day. The mobile workshop is setup to include a mirror of all Stoane Lighting tools, processes, electrical safety testing and quality systems. On day one most of the gallery was still lit with Halogen MR16, by the end of the week all of the MR7 had been converted.



A Collective Approach
The circular economy approach to this project is made possible through close collaboration between the team at The Holburne Museum, the lighting designer and the lighting manufacturer.
The new LED lighting at the Holburne has made such a difference to the way our collections and displays are appreciated by visitors. The quality of the light remains unaltered even when dimming it down to control light exposure, the new dimmers in the fittings are more accessible and the optics are a lot easier to insert and replace. When we reopened after the refit, a recurrent question was “Have you cleaned the pictures while you were closed!?”.
Monserrat Pis Marcos, Curator
From opening conversations to completion of the refit, the team at Stoane Lighting were a pleasure to work with, extremely helpful and quick to give advice and support. They worked extremely hard during the week of the refit and having their truck onsite meant all equipment was contained. Everything went smoothly and we’re so pleased with the end result, it has made a massive difference. We now have a beautiful quality of light focussed on our objects which is easy to control and will help keep our energy costs down. We’re proud to have picked a more sustainable route with our equipment and that Stoane Lighting realised this for us.
Nina Harrison Leins, Exhibitions Coordinator
Conclusions
With the support of owners, lighting professionals and manufacturers, a circular economy approach based on remanufacturing of lighting equipment presents an opportunity to galleries to make energy savings, reduce environmental impact and to do this in a way that minimises the disruption to their opening hours, extends warranty, enhances technical performance, and extends the viability of their existing lighting equipment into the future.













